


- 頭條電鍍鋅鎳合金在氣體絕緣金屬封閉開關設備戶外產(chǎn)品上的應用2021-06-11 作者:徐曦 汪楠 鄧樂萍 | 來源:《電氣技術》 | 點擊率:導語戶外氣體絕緣金屬封閉開關設備根據(jù)使用環(huán)境的不同,需要具備良好的防腐性能。西安西電開關電氣有限公司的研究人員徐曦、汪楠、鄧樂萍,在2020年第5期《電氣技術》雜志上撰文,首先對戶外氣體絕緣金屬封閉開關設備的黑色金屬零件防腐情況進行了梳理,對腐蝕多發(fā)的焦點位置進行了原工藝的替代研究。 經(jīng)中性鹽霧試驗對比分析,優(yōu)選了中性鹽霧試驗超過1000h的電鍍鋅鎳合金工藝,并進一步進行了實際工況的模擬研究。電鍍鋅鎳合金層經(jīng)機械磨損、預置鍍層缺陷的鹽霧試驗同樣超過了1000h,說明在實際生產(chǎn)中,電鍍鋅鎳合金能夠滿足多種復雜環(huán)境的防腐要求。通過跟蹤使用電鍍鋅鎳合金工藝的戶外氣體絕緣金屬封閉開關設備2年,確認了電鍍鋅鎳合金工藝的實際效果。
氣體絕緣金屬封閉開關設備(gas insulated switch- gear, GIS)戶外產(chǎn)品中,黑色金屬零件因防腐性差,需要使用防腐鍍(涂)層進行保護,涂裝、熱浸鍍鋅、電鍍鋅、電鍍鎳等都是常用的防腐工藝。隨著戶外GIS的增多,黑色金屬零件的防腐性能需求日益提高,尤其需要滿足多雨、潮濕和高鹽霧環(huán)境下的防腐,確保產(chǎn)品運行可靠性。
戶外GIS黑色金屬零件的防腐通常使用熱浸鍍鋅、涂裝和電鍍鋅等。熱浸鍍鋅的防腐能力較強,抗污性能好,但由于工藝溫度接近500℃,不適用于經(jīng)過高溫淬火等熱處理后的黑色金屬零件;涂裝的防腐能力較強,但涂層強度弱,破損后防腐性能下降明顯,還易受濕熱、紫外線等影響造成漆膜失效,不適用于摩擦接觸的部位;電鍍鋅防腐性能較弱,戶外使用時需要通過人工涂抹黃油等方式進行二次防護,既增加了人工干預,也增加后期產(chǎn)品管理維護的負擔。
以一種GIS產(chǎn)品為例,其隔離開關機構輸出六方軸為黑色金屬淬硬,使用了電鍍鋅、人工涂抹黃油的工藝進行防腐,在多雨潮濕的南方沿海,零件更容易出現(xiàn)銹蝕。

圖1 隔離開關機構輸出六方軸
為改善戶外GIS的防腐性能,本文針對熱處理過、可能造成磨損的黑色金屬零件,通過試驗對比分析了包含電鍍鋅鎳合金工藝在內多種工藝的防腐能力,并通過預置缺陷等方式模擬了實際工況中電鍍鋅鎳合金的防腐性能,同時跟蹤了戶外GIS的實際應用效果。
1 不同防腐工藝的對比
1.1 防腐工藝選型
電鍍鋅、電鍍鎳為傳統(tǒng)的防腐工藝,超音速噴涂不銹鋼、碳化鎢較涂裝層有更好的強度,電鍍鋅鎳合金層有更好的防腐性能,均可用于GIS上述零件的防腐。本次對比試驗的電鍍鋅采用氰化電鍍,鍍鎳采用酸性鍍暗鎳。
1.2 鍍(涂)層參數(shù)

表1 各鍍(涂)層厚度參數(shù)
1.3 試驗條件
中性鹽霧試驗按GB/T 10125—2012《人造氣氛腐蝕試驗鹽霧試驗》進行1000h。
每種鍍層零件為2件,分別編號為電鍍鋅1#、2#;電鍍鎳3#、4#;超音速噴涂不銹鋼5#、6#;超音速噴涂碳化鎢7#、8#;電鍍鋅鎳合金9#、10#。
1.4 試驗結果
試驗結果表明:①電鍍鎳層的防腐能力最差,不能用于戶外GIS防腐;②電鍍鋅層也在短時間內就出現(xiàn)了銹蝕,并不適合戶外GIS的防腐;③超音速噴涂不銹鋼層鍍層在濕熱條件下出現(xiàn)了開裂的情況,進而發(fā)生銹蝕;④超音速噴涂碳化鎢鍍層在六方邊角處易發(fā)生銹蝕;⑤電鍍鋅鎳合金的防腐效果最優(yōu)。
表2 各鍍(涂)層中性鹽霧試驗結果
圖2 電鍍鋅層鹽霧試驗結果
圖3 電鍍鎳層鹽霧試驗結果

圖4 超音速噴涂不銹鋼層鹽霧試驗結果
圖5 超音速噴涂碳化鎢層鹽霧試驗結果
圖6 電鍍鋅鎳合金層鹽霧試驗結果
2 電鍍鋅鎳合金層實際工況模擬實驗
2.1 機械壽命后的防腐性能
戶外GIS可能造成磨損的黑色金屬零件,應滿足機械操作壽命后的防腐。
本次試驗共選取零件2件,裝配后分別進行M1級機械壽命操作,然后取出零件按上文條件進行中性鹽霧試驗。
圖7 試驗形態(tài)
試驗結果如圖8所示,經(jīng)過機械壽命操作后,電鍍鋅鎳合金層表面沒有明顯破損,再進行中性鹽霧試驗1000h后也沒有明顯銹蝕。
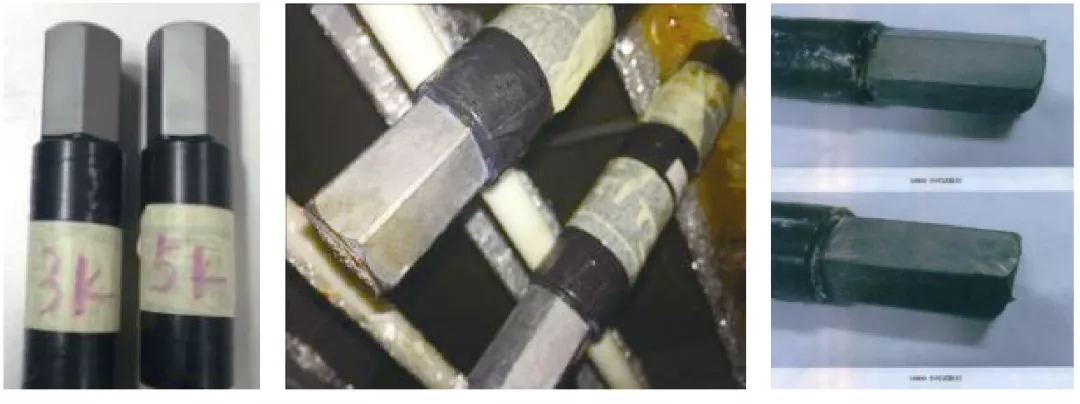
圖8 電鍍鋅鎳合金層機械壽命后鹽霧試驗情況
2.2 預置鍍層缺陷后的防腐性能
GIS產(chǎn)品在實際裝配過程中,可能出現(xiàn)的磕碰會造成鍍層破損,導致防腐性能減弱,為檢驗這類情況下電鍍鋅鎳合金層的防腐性能,通過預置鍍層缺陷的方式進行破壞模擬,再按上文條件進行中性鹽霧試驗。
本次試驗使用零件3件,使用鋼錐按不同比例分別破壞鍍層,至裸露金屬基材,然后進行中性鹽霧試驗。其中:①1#為微小缺陷,面積約1%;②2#為中等缺陷,面積約5%;③3#為嚴重缺陷,面積約15%。
圖9 預置缺陷情況
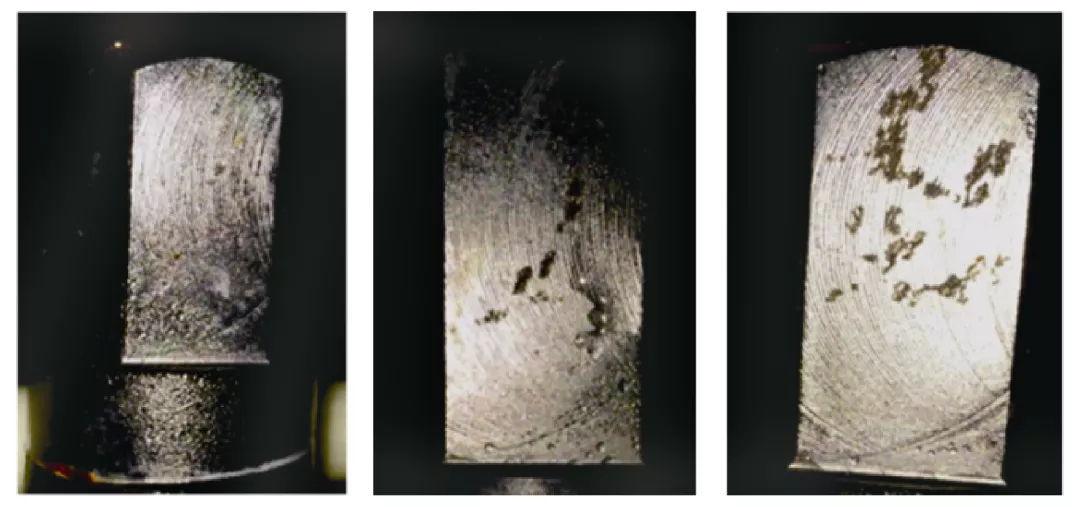
圖10 預置缺陷后中性鹽霧試驗1000h結果
試驗結果表明,預置的缺陷范圍經(jīng)過1000h的中性鹽霧試驗沒有明顯擴散,除色澤更暗外基本保持原有范圍。
電鍍鋅鎳合金層具備優(yōu)異的陽極保護效果,即使鍍層破損,防腐性能也不會有明顯下降。有研究表明,鋅鎳合金鍍層的腐蝕電位明顯高于鍍鋅層,說明鍍鋅層的腐蝕推動力大于鋅鎳合金的推動力;因此與鍍鋅膜相比較,鋅鎳合金更耐腐蝕。
3 電鍍鋅鎳合金工藝的推廣應用跟蹤
電鍍鋅鎳合金工藝已全面應用于本單位部分戶外GIS的黑色金屬零部件,替代了原“電鍍鋅+人工涂抹黃油”工藝。工藝變更后,持續(xù)跟蹤兩個多雨、潮濕和高鹽霧地區(qū)的工程產(chǎn)品2年,沒有發(fā)現(xiàn)銹蝕情況,如圖11所示。
4 結果與討論
本項目經(jīng)過試驗,確定了電鍍鋅鎳合金能滿足戶外GIS黑色金屬零件的防腐需求。電鍍鋅鎳合金工藝尤其適合用于摩擦接觸零件工作面的防腐或容易受到磕碰損傷的零件防腐。電鍍鋅鎳合金作為一種具有高耐蝕等優(yōu)良特性的防護性鍍層已得到廣泛應用。
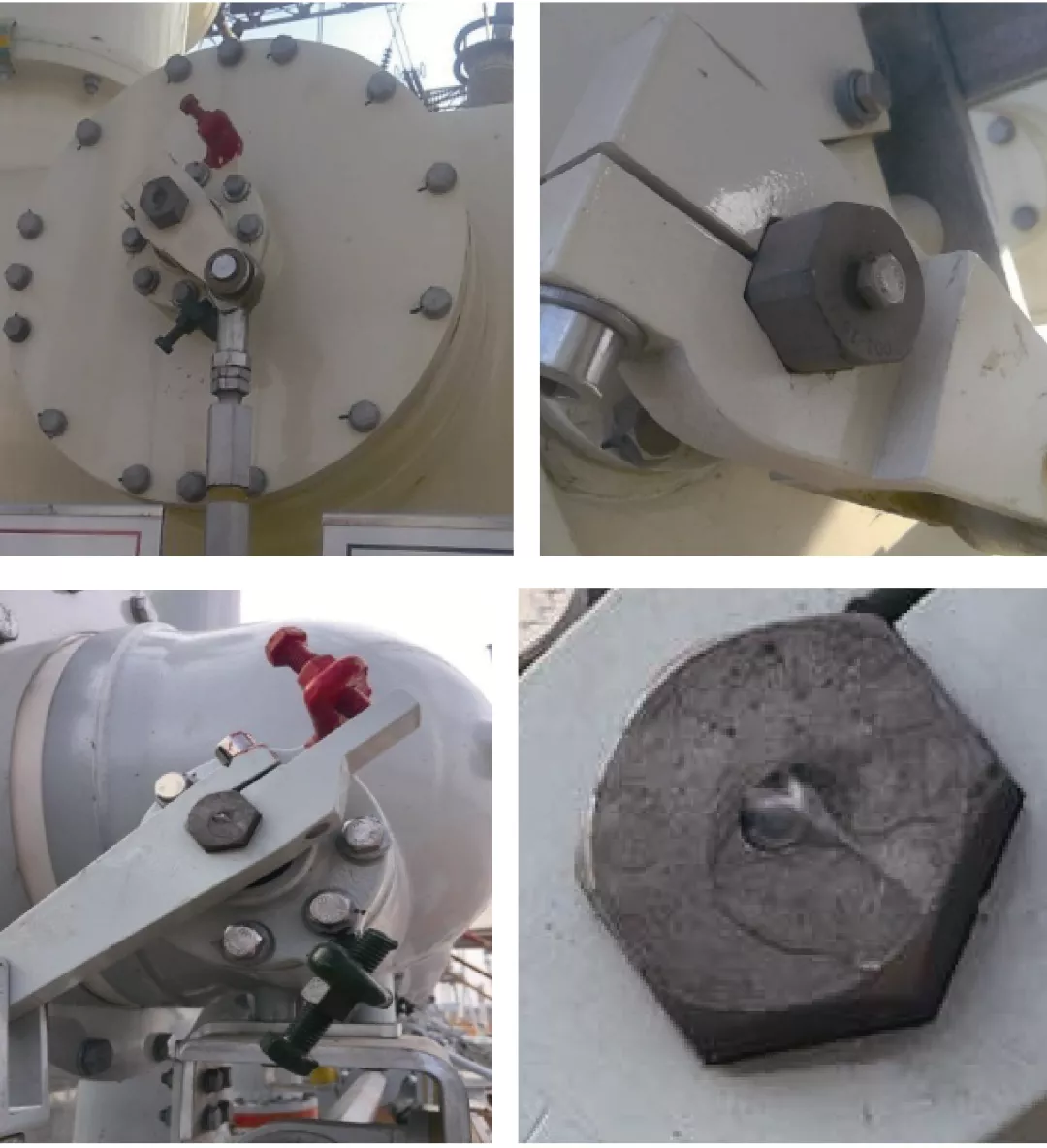
圖11 電鍍鋅鎳合金工程應用2年后的情況
5 結論
- 1)電鍍鋅鎳合金鍍層的強度和防腐性能能夠滿足戶外GIS的防腐需求。
- 2)電鍍鋅鎳合金鍍層的抗損傷能力強,在鍍層出現(xiàn)一定面積損傷的條件下,防腐性能無明顯下降。
- 3)預置鍍層破損缺陷的方式能有效重現(xiàn)GIS產(chǎn)品實際裝配操作中造成的鍍層損壞,中性鹽霧試驗結果更能反映產(chǎn)品的實際狀態(tài)。
- 4)戶外實際應用2年后的真實情況印證了電鍍鋅鎳合金在戶外GIS的防腐中能保持優(yōu)秀的效果。



電廠關鍵技術研究及其應用”專題征稿通知.jpg)
開關設備關鍵技術”專題征稿.jpg)

配用電技術”專題征稿.jpg)

能技術及應用專題征稿.jpg)










