


- 頭條自行小車輸送線無線網(wǎng)絡(luò)技術(shù)的應(yīng)用2021-06-16 作者:饒王飛 丁勇杰 | 來源:《電氣技術(shù)》 | 點(diǎn)擊率:導(dǎo)語自行小車輸送線作為汽車行業(yè)的主要設(shè)備,已經(jīng)廣泛用于汽車生產(chǎn)制造。但在其控制方式上存在一些弊端,空中小車與地面控制沒有形成很好的人機(jī)交互,在積放工位的操作人員不能監(jiān)控和手動操作空中小車。 安徽江淮汽車股份有限公司重型商用車公司的研究人員饒王飛、丁勇杰,在2020年第6期《電氣技術(shù)》雜志上撰文,介紹使用無線局域網(wǎng)+工業(yè)以太網(wǎng)技術(shù)使空中小車與地面PC形成一個局域網(wǎng)絡(luò),并采用組態(tài)和仿真軟件,實(shí)現(xiàn)自行小車輸送線空中小車的無線監(jiān)控和手動控制,提高系統(tǒng)的使用性能和自動化程度。
自行小車輸送線主要由空中小車、承載梁、環(huán)鏈電動葫蘆、鋁合金軌道、集電器、滑觸線、岔道、升降工位以及電控系統(tǒng)(控制柜、按鈕站、PLC、HMI觸摸屏)等組成。按照車間工藝要求,在地面設(shè)置多個操作站,自行小車進(jìn)入操作站后,可實(shí)現(xiàn)吊具自動升降和吊爪的自動開合,也可利用操作站進(jìn)行手動控制,小車在離開操作站后將不受人工控制。
圖1所示為自行小車實(shí)物圖和工藝流程圖。江淮汽車重型車公司車身自行小車輸送線主要包括5臺空中小車、1個下件工位、2個上件工位、8個積放工位和1個維修站。
小車控制柜內(nèi)集成了PLC、變頻器、繼電器、接觸器等電氣元器件,執(zhí)行小車的升降和行走控制程序,地面控制柜內(nèi)有一個主控PLC進(jìn)行協(xié)調(diào)管理,空中小車與地面主控PLC之間的數(shù)據(jù)交換采用滑觸線的方式,通過對滑觸線進(jìn)行分段,實(shí)現(xiàn)空中小車PLC和主控PLC之間利用自行小車集電器上的碳刷進(jìn)行信號的數(shù)據(jù)交換。
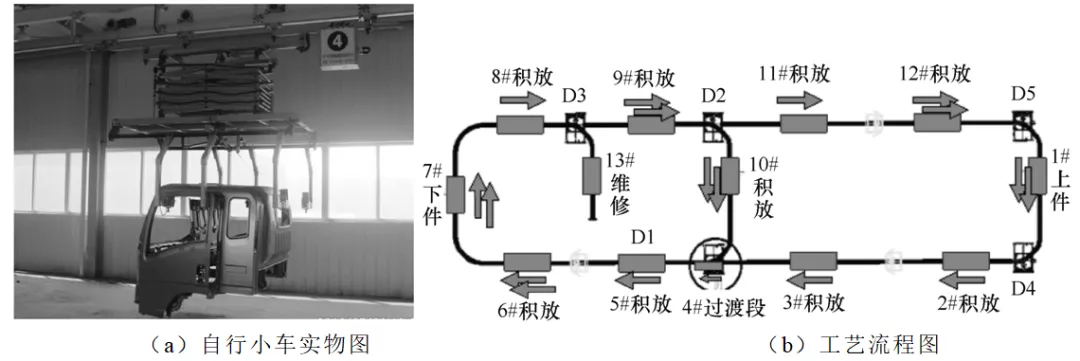
圖1 自行小車實(shí)物圖和工藝流程圖
1 西門子S7-200、工業(yè)以太網(wǎng)與無線網(wǎng)絡(luò)技術(shù)簡介
1.1 S7-200PLC
S7-200PLC是德國西門子旗下的一款小型PLC(如圖2所示),其將中央處理器、電源、輸入輸出電路、通信接口集成在一起,形成了緊湊且實(shí)用的小型PLC。S7-200PLC按照CPU不同分為CPU221、CPU222、CPU224、CPU226,可以支持?jǐn)U展模擬量輸入輸出模塊、數(shù)字量輸入輸出模塊、Profibus-DP模塊和以太網(wǎng)模塊等。
S7-200PLC因其性價比高、穩(wěn)定性高、擴(kuò)展能力強(qiáng)的特點(diǎn),被廣泛應(yīng)用于工業(yè)自動化領(lǐng)域,它可代替?zhèn)鹘y(tǒng)的繼電控制電路來完成用戶所需要的生產(chǎn)工藝,如汽車生產(chǎn)線、機(jī)床、電梯控制等。

圖2 S7-200PLC
自行小車輸送系統(tǒng)的空中小車采用了西門子的S7-200PLC進(jìn)行控制,CPU型號為CPU226CN,空中控制柜體積小,即使周圍環(huán)境比較惡劣,也適合S7-200PLC的使用。
自行小車地面控制柜由一臺S7-300PLC進(jìn)行控制,由于現(xiàn)場開關(guān)量信號較多,這對PLC的I/O擴(kuò)展能力有一定要求,且地面控制柜對5臺小車的運(yùn)行進(jìn)行協(xié)調(diào)管理,程序較為復(fù)雜,要求PLC的循環(huán)周期短,處理速度快,所以S7-300PLC適合在這種場合下使用。
1.2 工業(yè)以太網(wǎng)技術(shù)
隨著自動化設(shè)備的不斷發(fā)展,傳統(tǒng)的現(xiàn)場總線技術(shù)已經(jīng)不能滿足現(xiàn)場的使用需求,傳統(tǒng)總線技術(shù)(如Profibus、Moubus、CC-LINK)是基于RS485總線延伸出來的,其最大傳輸速率為12Mbit/s,現(xiàn)場總線用于現(xiàn)場連接智能設(shè)備、自動化控制系統(tǒng)的雙向傳輸網(wǎng)絡(luò),它是自動化領(lǐng)域中底層數(shù)據(jù)通信網(wǎng)絡(luò)。現(xiàn)場總線中的軟件是其非常重要的部分,一般有組態(tài)軟件、仿真軟件、監(jiān)控軟件等。
首先需要通過組態(tài)軟件完成各個設(shè)備之間的連接,并對設(shè)備的參數(shù)進(jìn)行設(shè)置,仿真軟件可以對設(shè)備系統(tǒng)進(jìn)行模擬仿真,監(jiān)控軟件可以在網(wǎng)絡(luò)運(yùn)行過程中進(jìn)行數(shù)據(jù)的采集、運(yùn)算和處理。
工業(yè)以太網(wǎng)是一種按照工業(yè)控制的要求、基于普通以太網(wǎng)的一種用于工業(yè)自動化的網(wǎng)絡(luò)系統(tǒng),它將以太網(wǎng)和TCP/IP技術(shù)應(yīng)用到了現(xiàn)場和控制層,它利用了以太網(wǎng)的交換結(jié)構(gòu),具有安全性、可操作性和實(shí)時性。
工業(yè)以太網(wǎng)相比較傳統(tǒng)總線技術(shù),其傳輸速率更高(可達(dá)百兆),傳輸距離更遠(yuǎn),設(shè)備之間的通信可靠性更好。
西門子作為工業(yè)自動化領(lǐng)域的領(lǐng)頭羊,其在工業(yè)以太網(wǎng)領(lǐng)域有著豐富的經(jīng)驗(yàn)和領(lǐng)先的解決方案。西門子CP243-1以太網(wǎng)通信模塊如圖3所示,它是S7-200系列PLC設(shè)計的工業(yè)以太網(wǎng)通信處理器。通過CP243-1以太網(wǎng)模塊,用戶可以很方便地將S7- 200PLC通過工業(yè)以太網(wǎng)與其他設(shè)備進(jìn)行連接,CP243-1以太網(wǎng)模塊支持標(biāo)準(zhǔn)的TCP/IP協(xié)議,只要通過雙絞線將其連入以太網(wǎng)中,其他以太網(wǎng)上的結(jié)點(diǎn)就可以通過TCP/IP協(xié)議訪問這臺連接了CP243-1的S7-200 PLC。
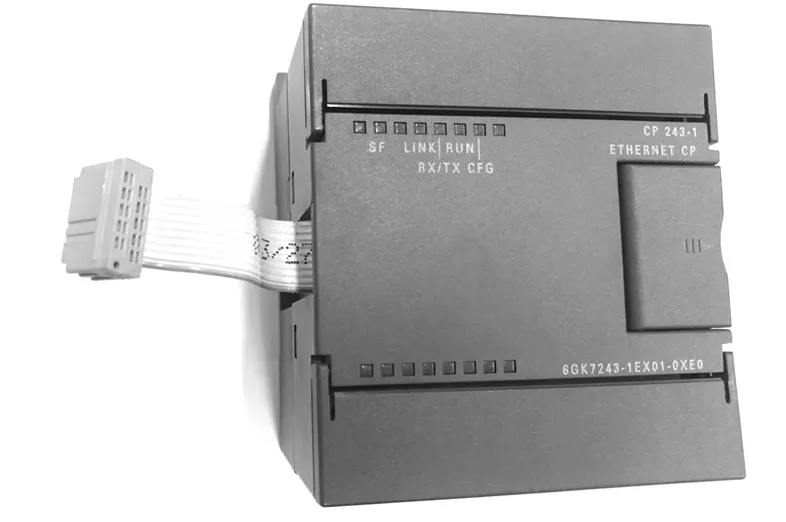
圖3 西門子CP243-1以太網(wǎng)模塊
1.3 無線網(wǎng)絡(luò)技術(shù)
無線網(wǎng)絡(luò)指的是任何形式的無線電計算機(jī)網(wǎng)絡(luò),不需電纜即可在節(jié)點(diǎn)之間進(jìn)行相互連接。無線網(wǎng)絡(luò)一般被用在使用電磁波的遙控信息傳輸系統(tǒng)。無線局域網(wǎng)(wireless local area network, WLAN)就是一種無線設(shè)備,利用無線電而非電纜在同一個網(wǎng)絡(luò)上傳送數(shù)據(jù)、甚至上網(wǎng),應(yīng)用無線通信技術(shù)將計算機(jī)設(shè)備互聯(lián)起來,構(gòu)成可以互相通信和實(shí)現(xiàn)資源共享的網(wǎng)絡(luò)體系。
無線局域網(wǎng)的特點(diǎn)是不再使用通信電纜將計算機(jī)與網(wǎng)絡(luò)連接起來,而是通過無線的方式進(jìn)行連接,從而使網(wǎng)絡(luò)的構(gòu)建和終端的移動更加靈活。它使用射頻技術(shù),使用電磁波取代舊式的雙絞銅線構(gòu)成局域網(wǎng)絡(luò),在空中進(jìn)行通信連接,使得信息的傳輸實(shí)現(xiàn)無線化。
2 自行小車控制方式的分析
自行小車輸送線的主控制系統(tǒng)在地面,控制柜內(nèi)有S7-300PLC,開關(guān)電源、變壓器、繼電器、接觸器等電氣元器件,S7-300PLC作為控制器進(jìn)行控制,它與空中小車控制柜內(nèi)的PLC通過繼電器、滑觸線、繼電器的控制方式進(jìn)行通信,因滑觸線的數(shù)量受限,軌道上只有8根滑觸線,在操作站工位,將滑觸線分成3段,分別為3根主電源、1根接地、5根信號,傳輸?shù)孛鍼LC最多只能發(fā)送4個輸出信號給空中PLC,接收1個空中PLC發(fā)給地面的占位信號。
地面PLC通過組合的方式發(fā)出空中PLC所需要的動作輸入信號。繼電器可作為空中小車發(fā)送信號的中轉(zhuǎn)站,將接收到的交流220V的電壓信號轉(zhuǎn)化為PLC所需要的DC24V電壓信號送入到S7- 300PLC的輸入模塊中,PLC通過執(zhí)行用戶程序,輸出DC24電壓信號給繼電器,繼電器作為中轉(zhuǎn)站,將PLC的直流信號轉(zhuǎn)成空中滑觸線所需的交流信號,送入空中小車控制柜內(nèi)。
由于地面的PLC不能與空中小車進(jìn)行網(wǎng)絡(luò)通信,所以地面PLC不具備監(jiān)控小車運(yùn)行狀態(tài)的功能,且在積放區(qū)域也不能對小車進(jìn)行手動控制,小車在出現(xiàn)故障報警后,地面PLC不能對空中小車的報警進(jìn)行復(fù)位,只能通過重啟的方式進(jìn)行報警自動復(fù)位,而且維修和操作人員不能監(jiān)控到小車的實(shí)時狀態(tài),也不能操作小車進(jìn)入維修站,只能通過登高作業(yè)爬到小車本體上逐一排查電氣元器件,或打開行走電機(jī)抱閘手動將小車推入維修站進(jìn)行檢修。
3 新增無線控制方案
3.1 控制方案的確立
根據(jù)上述分析,結(jié)合現(xiàn)場設(shè)備的結(jié)構(gòu),本文采用了基于無線網(wǎng)和工業(yè)以太網(wǎng)的控制方案,即采用“PC+USB無線接收器+MCGS軟件+無線路由器+ CP243-1以太網(wǎng)模塊”的結(jié)構(gòu)組成WLAN網(wǎng)絡(luò)的方案。
在整個網(wǎng)絡(luò)中,“PC +無線網(wǎng)卡”作為上位機(jī),“S7-200PLC+CP243-1以太網(wǎng)模塊”作為下位機(jī),電腦內(nèi)安裝有昆侖通態(tài)的MCGS軟件,在軟件內(nèi)進(jìn)行相應(yīng)組態(tài)后,對5臺空中小車進(jìn)行組網(wǎng)控制,完成PC與空中小車的通信,實(shí)現(xiàn)通過PC對空中小車進(jìn)行數(shù)據(jù)監(jiān)控和手動控制空中小車的功能.
地面的PC作為上位機(jī)與5臺空中小車通過工業(yè)以太網(wǎng)(TCP/IP)+無線局域網(wǎng)(WLAN)的方式進(jìn)行數(shù)據(jù)交換,5臺空中小車作為PC的下位機(jī),接收PC發(fā)送的控制數(shù)據(jù),并同時返回自身PLC數(shù)據(jù)存儲器內(nèi)的狀態(tài)值(如圖4所示)。
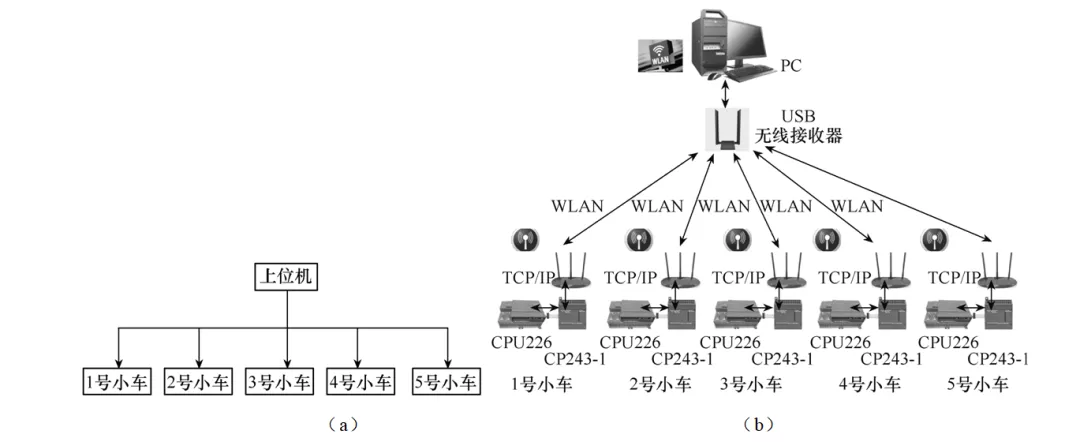
圖4 無線局域網(wǎng)概念圖
3.2 硬件組態(tài)與程序設(shè)計
1)將CP243-1配裝的一個帶有連接器套接口的集成扁平電纜與S7-200連接,連接24V DC電源,連接RJ45接口的雙絞線,完成CP243-1硬件接線,使用西門子S7-200PLC編程軟件STEP 7 MicroWIN 對空中小車的網(wǎng)絡(luò)進(jìn)行組態(tài)(如圖5所示),通過以太網(wǎng)向?qū)P243-1以太網(wǎng)模塊進(jìn)行配置,將編寫完成的程序使用S7-200的編程電纜下載至PLC。
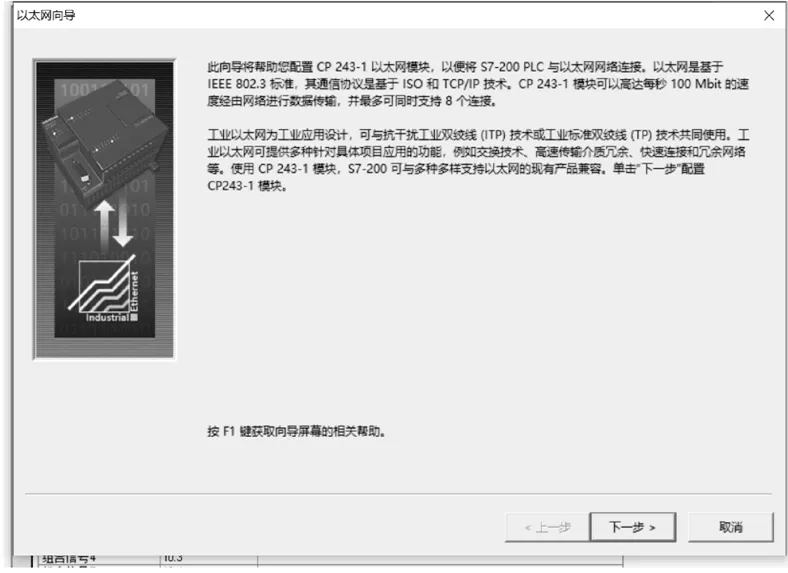
圖5 CP243-1以太網(wǎng)模塊配置
2)通過網(wǎng)線將無線路由器與CP243-1以太網(wǎng)模塊進(jìn)行連接,并用電腦連接無線路由器對路由器的LAN端口進(jìn)行參數(shù)設(shè)置,設(shè)置無線路由器的名稱、無線密碼,設(shè)置LAN口的IP地址和子網(wǎng)掩碼,IP地址要和PLC組態(tài)的CP231-1以太網(wǎng)模塊在一個網(wǎng)段內(nèi),子網(wǎng)掩碼要與CP243-1以太網(wǎng)模塊的子網(wǎng)掩碼相同(如圖6所示)。
圖6 無線路由器的設(shè)置
3)打開昆侖通態(tài)組態(tài)軟件,新建項(xiàng)目,進(jìn)行網(wǎng)絡(luò)組態(tài)和畫面的設(shè)計,主要流程為:添加設(shè)備→增加設(shè)備通道→增加實(shí)時數(shù)據(jù)對象→設(shè)備通道與實(shí)時數(shù)據(jù)對象進(jìn)行連接→新建用戶窗口→建立基本元件→將元件與數(shù)據(jù)對象進(jìn)行連接(如圖7所示)。
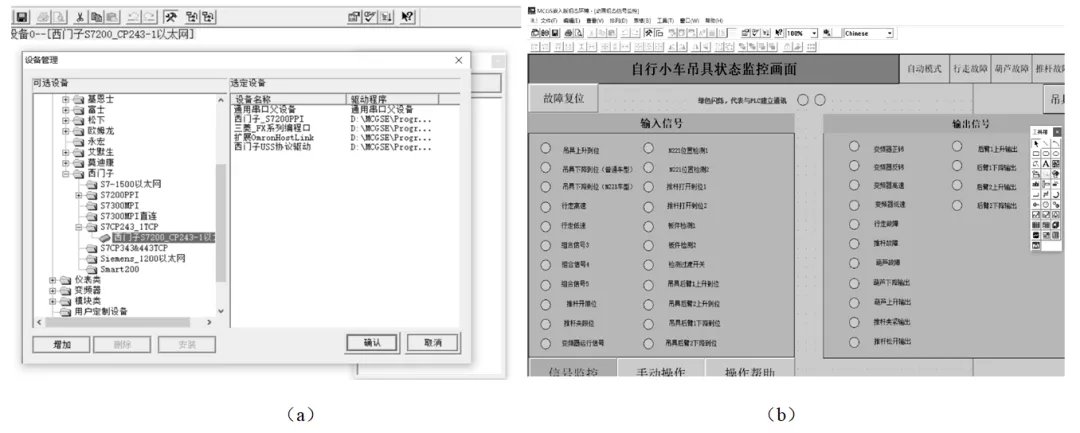
圖7 上位機(jī)軟件組態(tài)與畫面設(shè)計
4)打開S7-200PLC編程軟件STEP 7 MicroWIN,打開自行小車程序,在程序中新建與MCGS軟件中實(shí)時數(shù)據(jù)庫對應(yīng)的變量,然后打開程序塊,在小車“上升、下降、前進(jìn)、后退、吊爪打開、吊爪閉合”的程序段中加入手動控制的條件,并將程序下載到PLC中(如圖8所示)。
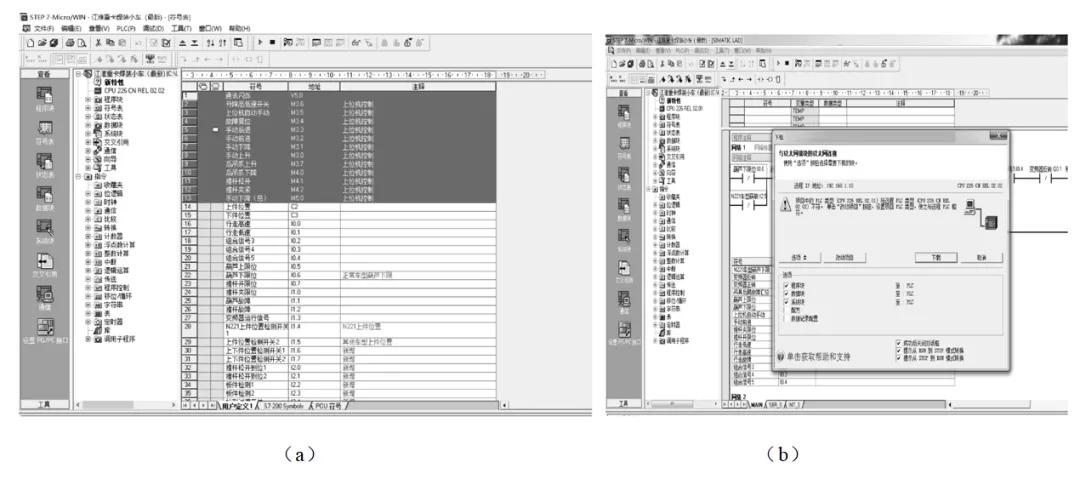
圖8 PLC程序編程與下載
3.3 自行小車無線控制的調(diào)試與驗(yàn)證
1)啟動PC系統(tǒng),安裝USB無線接收器驅(qū)動程序,安裝完成后在桌面右下角找到WLAN圖標(biāo),選擇連接已設(shè)置好的無線路由器。
2)打開MCGS組態(tài)軟件,打開編輯好的“自行小車隨車監(jiān)控”項(xiàng)目,選擇工具—下載配置—模擬運(yùn)行—工程下載,此時MCGS軟件將項(xiàng)目下載到軟件自帶的MCGS模擬運(yùn)行系統(tǒng),點(diǎn)擊啟動運(yùn)行,此時模擬畫面啟動。
3)查看編輯的指示燈的狀態(tài)與實(shí)際PLC中的數(shù)據(jù)寄存器內(nèi)的狀態(tài)一致,說明網(wǎng)絡(luò)已經(jīng)連接成功。操作畫面上的軟按鈕,已經(jīng)能夠?qū)崿F(xiàn)控制PLC中的變量,繼而實(shí)現(xiàn)控制空中小車的動作,說明自行小車無線控制功能能夠正常使用(如圖9所示)。
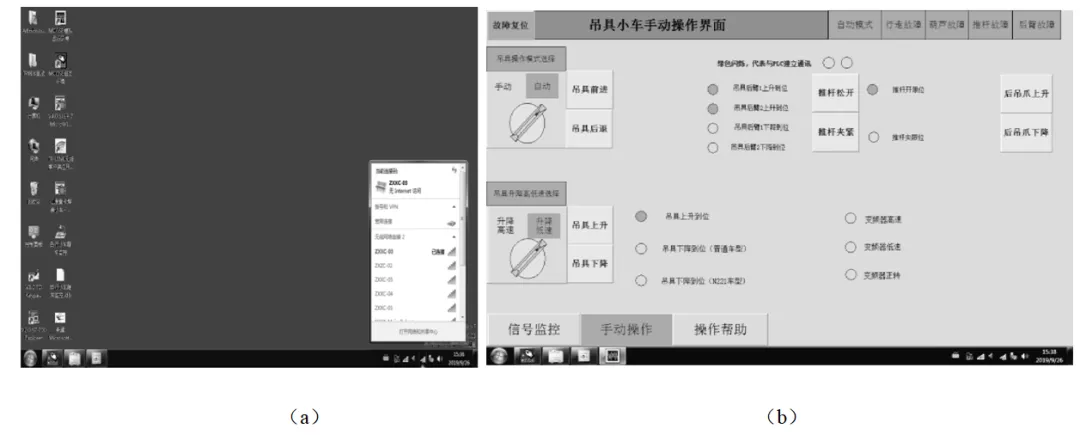
圖9 自行小車無線控制調(diào)試
4 結(jié)論
通過利用USB無線接收器+無線路由器+CP243-1以太網(wǎng)模塊組成的WLAN的解決方案,建立了PC與S7-200PLC的TCP/IP通信,而且通過昆侖通態(tài)的MCGS軟件編寫的程序可以直接讀寫S7-200的數(shù)據(jù)寄存器,提高了整個系統(tǒng)的柔性。
采用無線網(wǎng)絡(luò)的方式,打破了滑觸線的局限性,方便了人與機(jī)的信號交互,操作人員可以通過PC直接監(jiān)控到空中小車的實(shí)時狀態(tài)和報警信息,而且可以通過PC安裝的軟件仿真系統(tǒng)來操控空中小車的各項(xiàng)動作。
備檢修與故障診斷”專題征稿通知.jpg)
行機(jī)制和競價策略專題征稿.jpg)
鍵技術(shù)研究及其應(yīng)用”專題征稿通知.jpg)
電廠關(guān)鍵技術(shù)研究及其應(yīng)用”專題征稿通知.jpg)
開關(guān)設(shè)備關(guān)鍵技術(shù)”專題征稿.jpg)
設(shè)備關(guān)鍵技術(shù)”專題征稿.jpg)
配用電技術(shù)”專題征稿.jpg)

能技術(shù)及應(yīng)用專題征稿.jpg)
.jpg)
右側(cè).png)








