


- 頭條單片機設(shè)計的膠帶輸送機智能模糊檢測系統(tǒng),準(zhǔn)確性高,膠帶壽命長2021-07-02 作者:荊盈 宗鳴 | 來源:《電氣技術(shù)》 | 點擊率:導(dǎo)語膠帶輸送機因施加的負(fù)載頻繁變換,導(dǎo)致實際運行速度與設(shè)定運行存在誤差,因此打滑檢測系統(tǒng)經(jīng)常會發(fā)生誤報的情況。為了更精確、高效地檢測出膠帶輸送機的打滑故障,沈陽工業(yè)大學(xué)的研究人員荊盈、宗鳴,在2020年第7期《電氣技術(shù)》雜志上撰文,設(shè)計了一套節(jié)能模糊檢測系統(tǒng)。實驗結(jié)果表明,該系統(tǒng)設(shè)計提高了檢測膠帶輸送機打滑故障的準(zhǔn)確性,延長了膠帶的使用壽命。
膠帶輸送機的傳動方式屬于撓性傳動中的帶傳動,容易發(fā)生打滑現(xiàn)象。打滑是膠帶輸送機工作中不可避免的問題,打滑故障不僅加快傳送帶的磨損,而且影響生產(chǎn)效率,嚴(yán)重時更會發(fā)生火災(zāi)等重大事故。因此,膠帶輸送機的打滑檢測尤為關(guān)鍵。對于速度的保護不僅在于設(shè)計出直接的保護裝置,還可以從測速入手,通過提高測速的準(zhǔn)確性來更有效地監(jiān)測打滑故障。
測速最常用的方法是用轉(zhuǎn)速表測量電機的轉(zhuǎn)速。此方法不直接測量皮帶速度,易出現(xiàn)測量誤差。王榮杰提出用傳感器來測量主滾筒和傳動滾筒的速度并對測量結(jié)果進行分析:若速度無差值,則證明帶式輸送機正常運轉(zhuǎn);若有差值且差值明顯,則輸送帶發(fā)生打滑并進行延時保護。這種方法相對應(yīng)用廣泛,但需要分別測量主滾筒和驅(qū)動滾筒的速度,相對較復(fù)雜。
測量傳送帶速度的方法更為直接且精確性較高,膠帶輸送機一般都會采用設(shè)有固定運行速度的運行方式,但輸送機在實際應(yīng)用中都會運載重量較大的物品,實際的運行速度往往會小于設(shè)定速度,這樣就會加大打滑誤報的概率。
本文設(shè)計了無設(shè)定運行速度的膠帶輸送機,以檢測器實際測出的運行速度為標(biāo)準(zhǔn)進行打滑檢測。針對無設(shè)定運行速度無法得知何時速度為穩(wěn)定運行的速度這一情況,提出了基于模糊推理系統(tǒng)的膠帶輸送機起動過程檢測算法,判定起動過程結(jié)束時的速度為需要儲存的平穩(wěn)運行速度,之后以該平穩(wěn)運行速度作為檢測打滑的標(biāo)準(zhǔn)。該系統(tǒng)達(dá)到了高效率、準(zhǔn)確、高魯棒性檢測打滑的目的。
1 系統(tǒng)組成
該系統(tǒng)主要由單片機PIC18F25K80、報警電路、電流輸出電路、脈沖輸出電路和膠帶輸送機狀態(tài)顯示電路組成,其框圖如圖1所示。
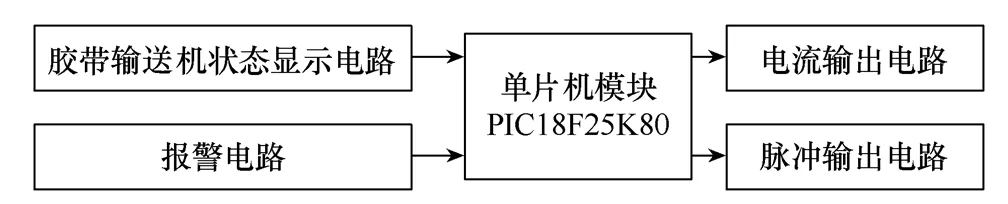
圖1 系統(tǒng)框圖
PIC18F25K80用于算法的實現(xiàn),是整個系統(tǒng)的主控核心。電流輸出電路和脈沖輸出電路組成測速模塊:脈沖輸出電路適用于膠帶輸送機近距離運輸,電流輸出電路適用于膠帶輸送機遠(yuǎn)距離運輸。報警電路用于速度過低時的報警和停機。膠帶輸送機狀態(tài)顯示電路用于運行過程的狀態(tài)顯示。
2 主要硬件設(shè)計
2.1 PIC18F25K80單片機系統(tǒng)
主控核心部分采用MICROCHIP公司的PIC18F25K80,如圖2所示。這是一款性能優(yōu)異的8位微控制器,集成有增強型CAN控制器模塊,并且具有極低的能耗,工作頻率為16MHz,3648 Bytes的RAM,1024 Bytes的EEPROM,32KB的Flash,一個ECAN模塊。
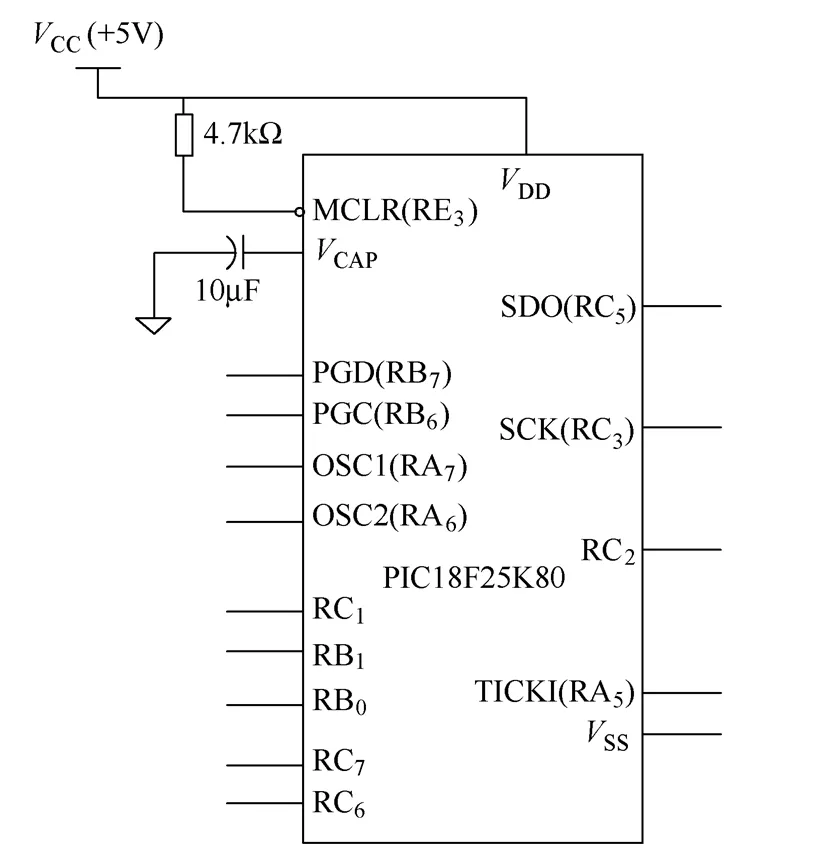
圖2 PIC18F25K80
時鐘電路采用內(nèi)部方式時鐘電路,為單片機提供時鐘信號,如圖3所示。
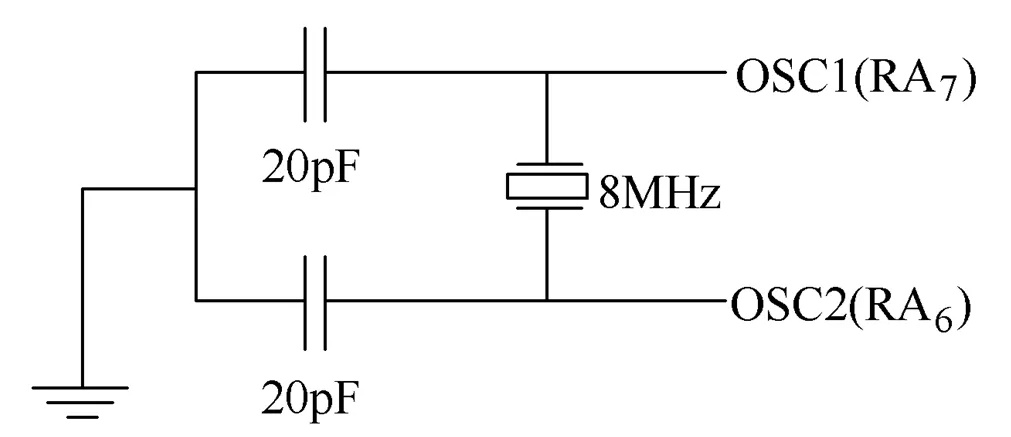
圖3 時鐘電路
器件檢測到VCC電壓上升時就會產(chǎn)生一個上電復(fù)位脈沖,通過一個電阻將MCLR引腳與電源相連,可節(jié)省一般用于產(chǎn)生一個上電復(fù)位所需的外接RC元件。
2.2 電源電路
本系統(tǒng)的供電電源是220V,通過AC/DC電源模塊轉(zhuǎn)化成直流源,該直流源為兩部分提供電源:第一部分通過DC/DC電源模塊(M2596S)得到一個5V的電壓供單片機使用;第二部分通過隔離DC/DC電源模塊(B1224S-1W),將電壓降到24V,供模擬電路(電流輸出電路)使用。
數(shù)字電源與模擬電源的地線隔離,互不干擾。單片機工作時,會在數(shù)字電源內(nèi)產(chǎn)生高頻率紋波干擾,隔離可以有效防止這種干擾傳遞到模擬電源部分,如圖4所示。
2.3 狀態(tài)顯示電路
狀態(tài)顯示電路用于顯示膠帶輸送機的運行狀態(tài),與RB0和RB1引腳相連,當(dāng)膠帶輸送機起動時,RB1輸出信號,LED1指示燈亮黃燈;起動結(jié)束正常運行時,RB0輸出信號,LED2指示燈亮綠燈,如圖5所示。
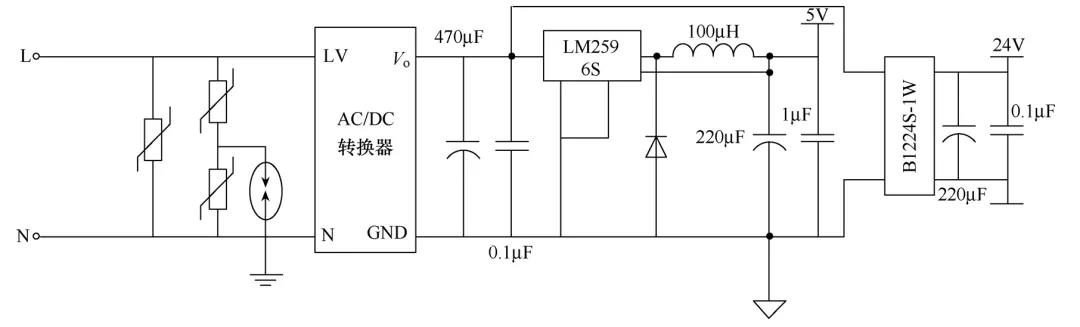
圖4 電源電路
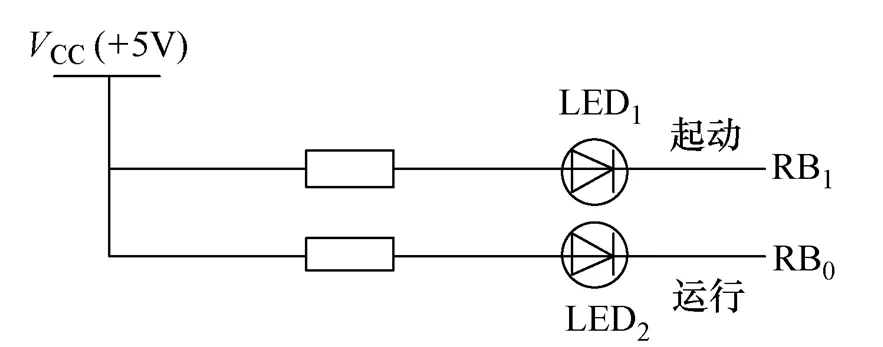
圖5 狀態(tài)顯示電路
2.4 報警電路
報警電路由PNP晶體管(1815)、LED指示燈、繼電器和單片機引腳(RC6、RC7)組成。在起動過程結(jié)束后,儲存平穩(wěn)運行速度,當(dāng)實時測量速度低于平穩(wěn)運行速度的85%時,引腳RC6輸出一定的頻率信號,左側(cè)LED指示燈亮,通過繼電器觸發(fā)報警信號;當(dāng)實時速度低于平穩(wěn)運行速度的70%時,引腳RC7輸出一定的頻率信號,右側(cè)LED指示燈亮報警,且觸發(fā)繼電器斷開電源,如圖6所示。
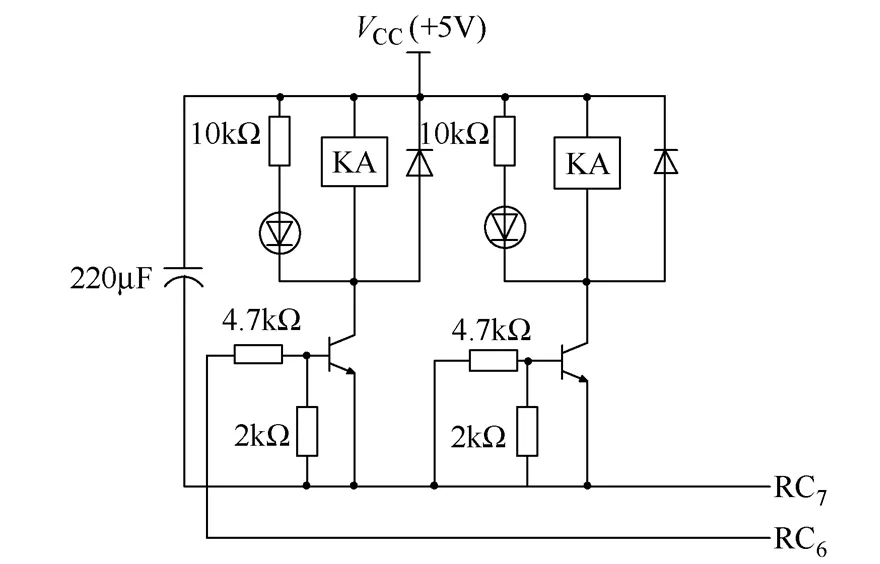
圖6 報警電路
2.5 脈沖輸出電路
脈沖輸出電路選用的是600線增量編碼器(JCHA- 500-G12-24C)。該編碼器是一種增量式旋轉(zhuǎn)編碼器,它的優(yōu)點是原理構(gòu)造簡單,機械平均壽命可在幾萬h以上,抗干擾能力強,可靠性高,適用于膠帶輸送機長距離運輸。編碼器與電機相連,通過編碼器可把電機轉(zhuǎn)動的轉(zhuǎn)速轉(zhuǎn)化為膠帶輸送機的線速度。
因編碼器中的擋板結(jié)構(gòu),使得編碼器具有兩種電路,即波形相位相差90°的兩路脈沖A相、B相電路。本文利用A、B脈沖相位差,通過異或門可達(dá)到1200脈沖/周,此設(shè)計不僅提高了測量的精度,相比直接使用1200線的編碼器又節(jié)約了成本,且完全滿足打滑檢測測速的需求。
測量得到的脈沖信號有兩個去處:①進入到單片機內(nèi)部,用于打滑的檢測;②通過光耦輸出脈沖信號,可獲得脈沖數(shù),從而得到速度,后將得到的數(shù)據(jù)用作軟件部分。用光耦把兩個部分隔離,互不干擾。該部分適用于膠帶輸送機進行近距離的運輸,如圖7所示。
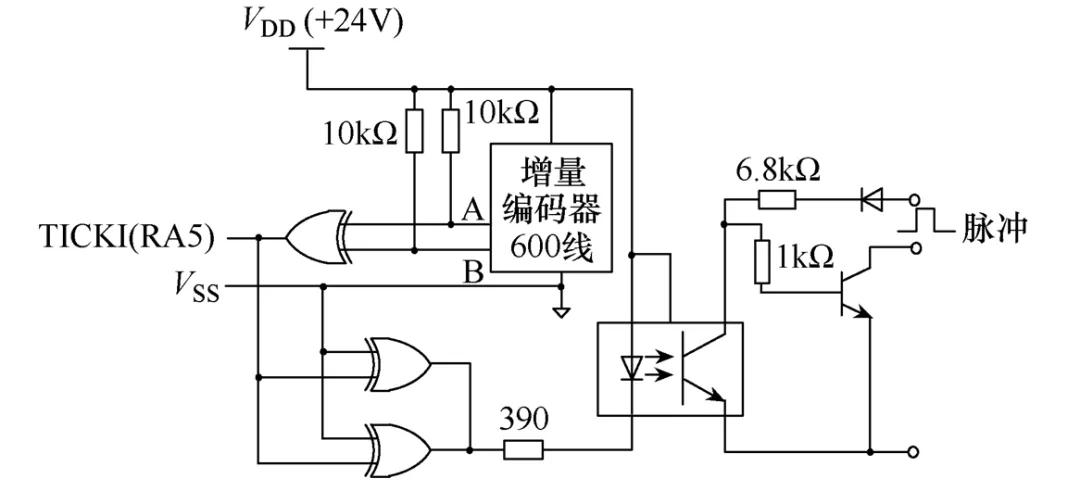
圖7 脈沖輸出電路
2.6 電流輸出電路
電流輸出模塊通過串行外圍設(shè)備接口接3個光電耦合,可以把單片機端口的信號從光耦左邊單向傳遞到右邊,起到隔離的作用,解決了兩邊電源不相等的問題。DAC8551是一個低功耗、電壓輸出的16位數(shù)模轉(zhuǎn)換器(DAC),它具有良好的線性。
使用一個通用的3線串行接口,在30MHz的時鐘頻率下工作,并且與標(biāo)準(zhǔn)SPITM兼容。該芯片為精密電流輸出變送器(XTR116)提供了穩(wěn)定的電壓,XTR116可在整個工業(yè)標(biāo)準(zhǔn)電流環(huán)內(nèi)發(fā)送4~20mA模擬信號,并提供精確的電流定標(biāo)和輸出電流限制功能。
由于該模塊用于長距離傳輸?shù)乃俣葯z測,所以采用不容易受干擾的電流信號。在工業(yè)現(xiàn)場的噪聲電壓的幅值可能達(dá)到很大,但是噪聲的功率很小,所以噪聲電流通常很小,因此給電流傳輸帶來的誤差非常小。電流源內(nèi)阻趨于無窮大,導(dǎo)線電阻串聯(lián)在回路中不影響精度,因此在普通雙絞線上可以傳輸數(shù)百m。電流輸出電路如圖8所示。
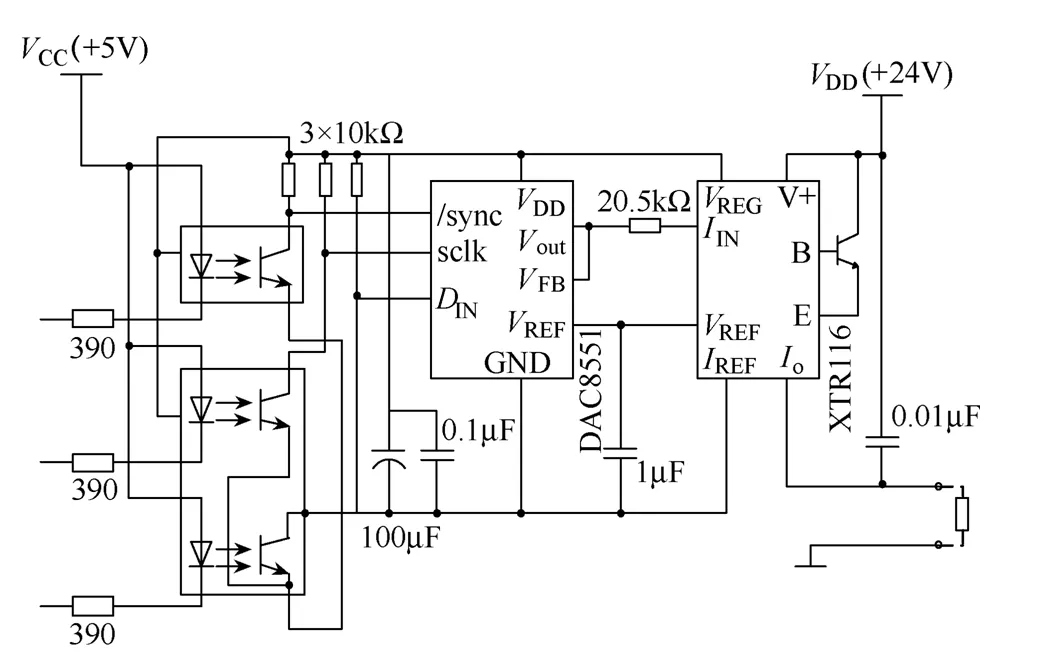
圖8 電流輸出電路
3 軟件部分設(shè)計
模糊推理是采用模糊邏輯并由給定的輸入到輸出的映射過程,輸入變量模糊集個數(shù)、各模糊集對應(yīng)的隸屬度函數(shù)、模糊推理規(guī)則庫和去模糊化方法等是模糊推理的關(guān)鍵部分。推理規(guī)則庫的建立基于已有的領(lǐng)域知識和專家經(jīng)驗,通常以IF-THEN的形式描述。
3.1 模糊語言變量選取
無設(shè)定運行速度膠帶輸送機鑒于負(fù)載的重量差異而導(dǎo)致運行速度存在差異。由于不知道運行速度為多少,所以起動過程就成了一個比較模糊的概念,難以用精確的解析模型進行分析,用速度差量判斷是否起動結(jié)束的方法進行檢驗會有誤差,因為膠帶輸送機起動過程的加速度曲線為拋物線,剛起動時的速度差值與起動結(jié)束時的速度差值接近,會有誤報的情況發(fā)生,所以考慮引入加速度差同作為輸入變量,采用模糊推理算法對起動過程進行準(zhǔn)確判斷。
輸出量為起動過程U,并將起動過程分為起動中、起動結(jié)束和無這種情況。根據(jù)測量的物理量來制定模糊集合,建立輸入與輸出之間的模糊推理規(guī)則,然后根據(jù)規(guī)則算出模糊控制表,存于單片機中。
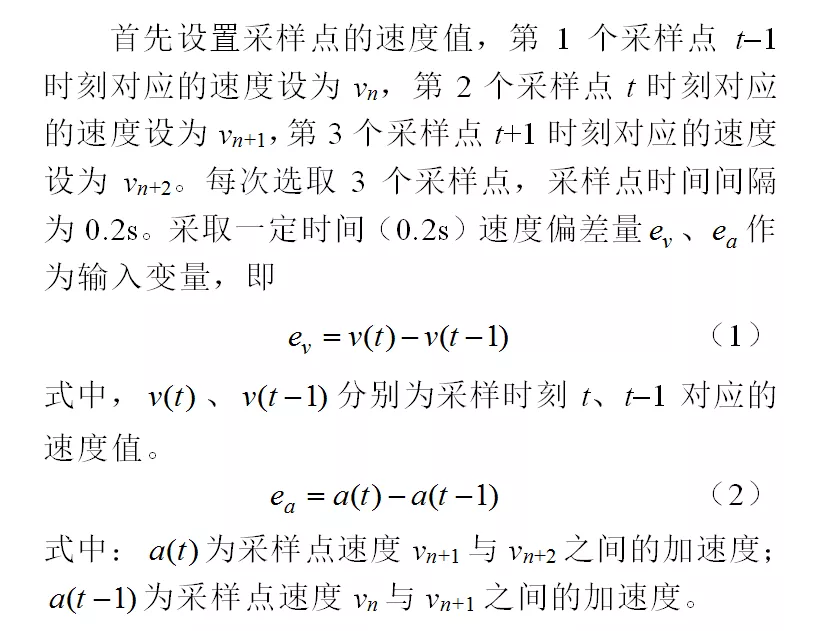
3.2 模糊化
在起動過程系統(tǒng)中,設(shè)速度差量的模糊語言變量為EV,加速度差量的模糊語言為EA,起動過程的模糊語言為U。經(jīng)模糊化處理后,模糊語言集為{ZO, PS, PB},速度差量語言描述為{偏差小, 偏差中, 偏差大}。其偏差范圍見表1。
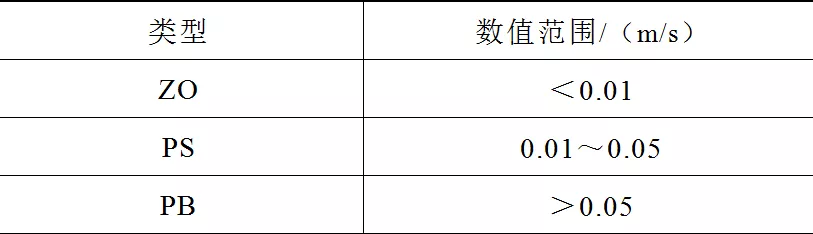
表1 速度差量范圍
加速度差量EA其模糊語言集表示為{NB, NM, ZO, PM, PB},語言表示為{負(fù)大, 負(fù)小, 零, 正小, 正大}。其差量范圍見表2。對于起動過程U,其模糊語言集為{NZ, NS, NW},對應(yīng)的語言描述為{起動中, 起動結(jié)束, 沒有這種情況}。
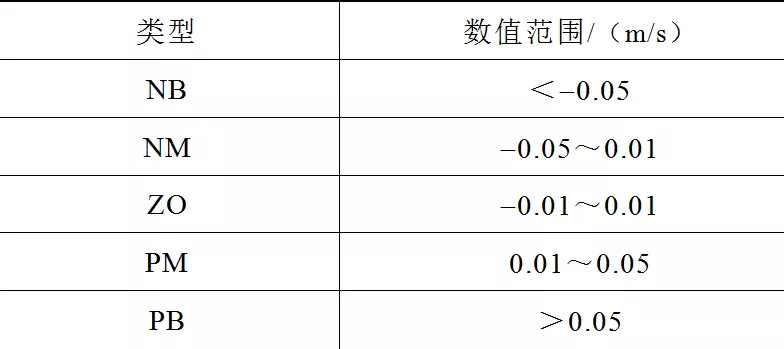
表2 加速度差量范圍
3.3 模糊控制規(guī)則的確立
模糊控制規(guī)則采用經(jīng)驗歸納法來確定。在起動模糊控制中選取相應(yīng)的控制量的程度,模糊控制規(guī)則見表3。這樣一組模糊推理規(guī)則,能夠?qū)崿F(xiàn)速度差量及加速度差量和起動過程之間的非線性關(guān)系,以用于膠帶輸送起動過程的判斷。
表3 模糊控制規(guī)則
3.4 系統(tǒng)程序設(shè)計
帶式輸送機的速度范圍為0.1~10m/s,測量帶速的滾筒直徑為112mm。采用600線增量編碼器,利用A、B脈沖相位差,通過異或門可達(dá)到1200脈沖/周。
系統(tǒng)的軟件設(shè)計全部使用C語言程序,調(diào)試環(huán)境為MPLAB IDE。速度的采集用兩個中斷進行并行處理:第一個中斷TMR0每0.2s產(chǎn)生一次中斷,每隔0.2s測量一次速度;第二個中斷TMR1連接編碼器,從固定的時間中斷讀取一個計數(shù)器的值,就可以采集到速度。
下面的過程:①開始主程序,對得到的速度進行速度差和加速度差計算,若計算后的速度為零,則檢測為停機;若不為零,則按照宏定義對應(yīng)模糊控制表的規(guī)則判斷運行過程;②判斷為起動結(jié)束后,進入運行過程,并對當(dāng)前運行速度進行儲存;③進入打滑檢測部分,當(dāng)測量速度值達(dá)到85%運行速度時進行失速報警,當(dāng)檢測速度達(dá)到75%運行速度時進行停機保護。圖9所示為主程序流程圖。
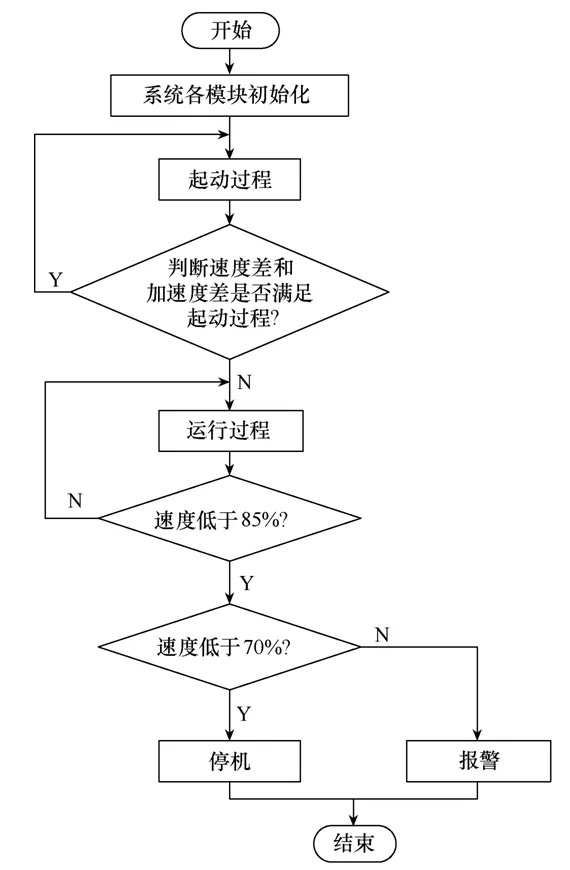
圖9 主程序流程圖
4 實驗驗證
根據(jù)上述原理圖搭建的膠帶輸送機實物調(diào)試硬件如圖10所示,用電機模擬膠帶輸送機,通過降低膠帶輸送機的速度模仿打滑的原理。通過設(shè)定電流值控制速度,對比速度差檢測法和模糊推理檢測法,測量50次達(dá)到9mA電流對應(yīng)速度所需的時間,各取測量結(jié)果的平均值,并統(tǒng)計兩個方法的誤報情況。
實測結(jié)果表明:使用模糊推理系統(tǒng)的膠帶輸送機起動過程檢測算法,相比使用速度差檢測法判斷起動過程,檢測精度提高,沒有再出現(xiàn)誤判情況,并且能夠更快速檢測出起動結(jié)束,檢測出的運行速度也更準(zhǔn)確。這使得膠帶輸送機可以更準(zhǔn)確檢測出打滑故障,從而提高生產(chǎn)效率,延長膠帶輸送機使用壽命。實驗數(shù)據(jù)統(tǒng)計表見表4。
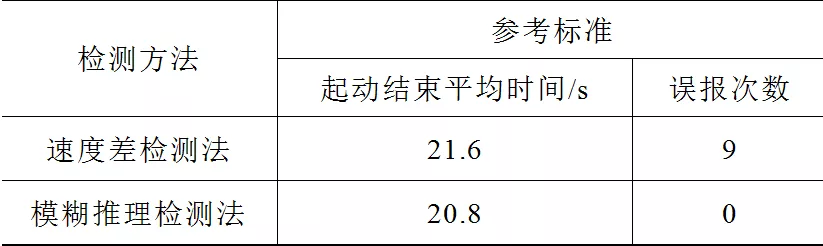
表4 實驗數(shù)據(jù)統(tǒng)計表
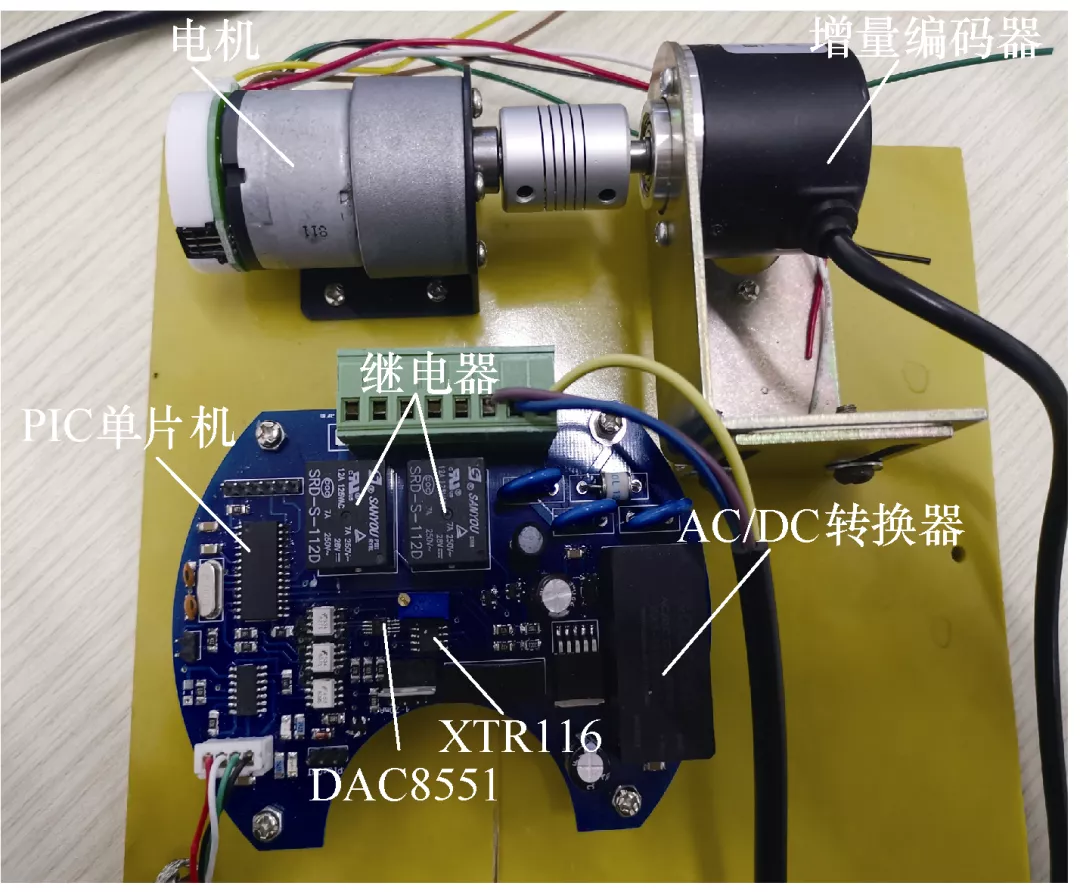
圖10 膠帶輸送實物調(diào)試硬件
5 結(jié)論
本文設(shè)計了膠帶輸送機節(jié)能模糊打滑檢測系統(tǒng),詳細(xì)介紹了檢測打滑系統(tǒng)的硬件電路、算法設(shè)計和軟件實現(xiàn);并搭建了基于模糊推理的膠帶輸送機起動過程檢測系統(tǒng),使得負(fù)載的大小不再對打滑判斷產(chǎn)生影響,在整個系統(tǒng)制作成本較低的情況下,提高了膠帶輸送機檢測打滑故障的準(zhǔn)確性,使生產(chǎn)效率得以提高。因而該檢測系統(tǒng)具有較高的使用價值。
備檢修與故障診斷”專題征稿通知.jpg)

鍵技術(shù)研究及其應(yīng)用”專題征稿通知.jpg)
電廠關(guān)鍵技術(shù)研究及其應(yīng)用”專題征稿通知.jpg)
開關(guān)設(shè)備關(guān)鍵技術(shù)”專題征稿.jpg)
設(shè)備關(guān)鍵技術(shù)”專題征稿.jpg)
配用電技術(shù)”專題征稿.jpg)

能技術(shù)及應(yīng)用專題征稿.jpg)
.jpg)
右側(cè).png)








