


- 頭條現場案例分析:220kV氣體絕緣金屬封閉開關設備母線放電故障2021-09-04 作者:張建軍 岳嘯鳴 等 | 來源:《電氣技術》 | 點擊率:1919導語潤電能源科學技術有限公司的研究人員張建軍、岳嘯鳴、屈少平、盧炳均,在2020年第8期《電氣技術》雜志上撰文,針對一起因220kV氣體絕緣金屬封閉開關設備母線支柱絕緣子斷裂缺陷,造成C相母線導體掉落,并對筒體放電,致使B、C兩相短路,進而引發三相短路故障,導致#2母線差動保護動作跳閘事故,進行了診斷試驗及解體檢查。分析認為,#2母線支柱絕緣子澆筑過程中未嚴格執行工藝要求,機械強度降低,在運行中電動力作用下斷裂是此次事故的主要原因,最后提出了相應的改進措施及建議。
氣體絕緣金屬封閉開關設備(gas-insulated metal- enclosed switchgear, GIS)作為一種可靠的輸變電設備,具有結構緊湊、運行可靠性高和檢修周期長的特點,在110kV及以上變電站、電廠中廣泛應用。
GIS用支柱絕緣子作為GIS中主要的絕緣部件,對管型母線等導體起機械支撐和電氣絕緣的作用,其運行環境惡劣,不僅要承受短路電動力的作用,還要承受管母、附屬金具荷載、機械操作沖擊、熱脹冷縮應力等作用,易在運行中發生傾斜、斷裂、放電等問題。
此外,GIS在制造、運輸和安裝過程中,其內部可能會因質量把控不嚴留下一些如金屬微粒、絕緣件或內部緊固件松動和相對位移等缺陷,嚴重時會導致變電站、輸電線路部分或全部停電,甚至人身傷亡,造成巨大的經濟損失。
近兩年,國內多省份連續發生多起220kV GIS運行事故。本文介紹了一起220kVGIS母線支柱絕緣子缺陷導致三相短路故障的案例,分析了事故原因并提出了改進措施。
1 案例介紹
1.1 故障前情況
天氣晴,故障前運行方式為220kV雙母線運行;203、204為分段開關(已鎖定,不可分閘);2號主變、出線288在220kV #2母線運行,3號主變、出線291在220kV #1母線運行;220kV其他間隔設備未投運,電氣主接線圖如圖1所示。
設備基本情況:220kVGIS型號為ZF1-252,西安西電高壓開關有限責任公司2015年5月生產,2015年12月投運,自投運以來未經歷過不良工況。二次保護設備220kV母線保護屏型號為IBP-2CA,長園深瑞生產;220kV母線保護屏Ⅱ型號為PCS- 915A,南瑞繼保生產。
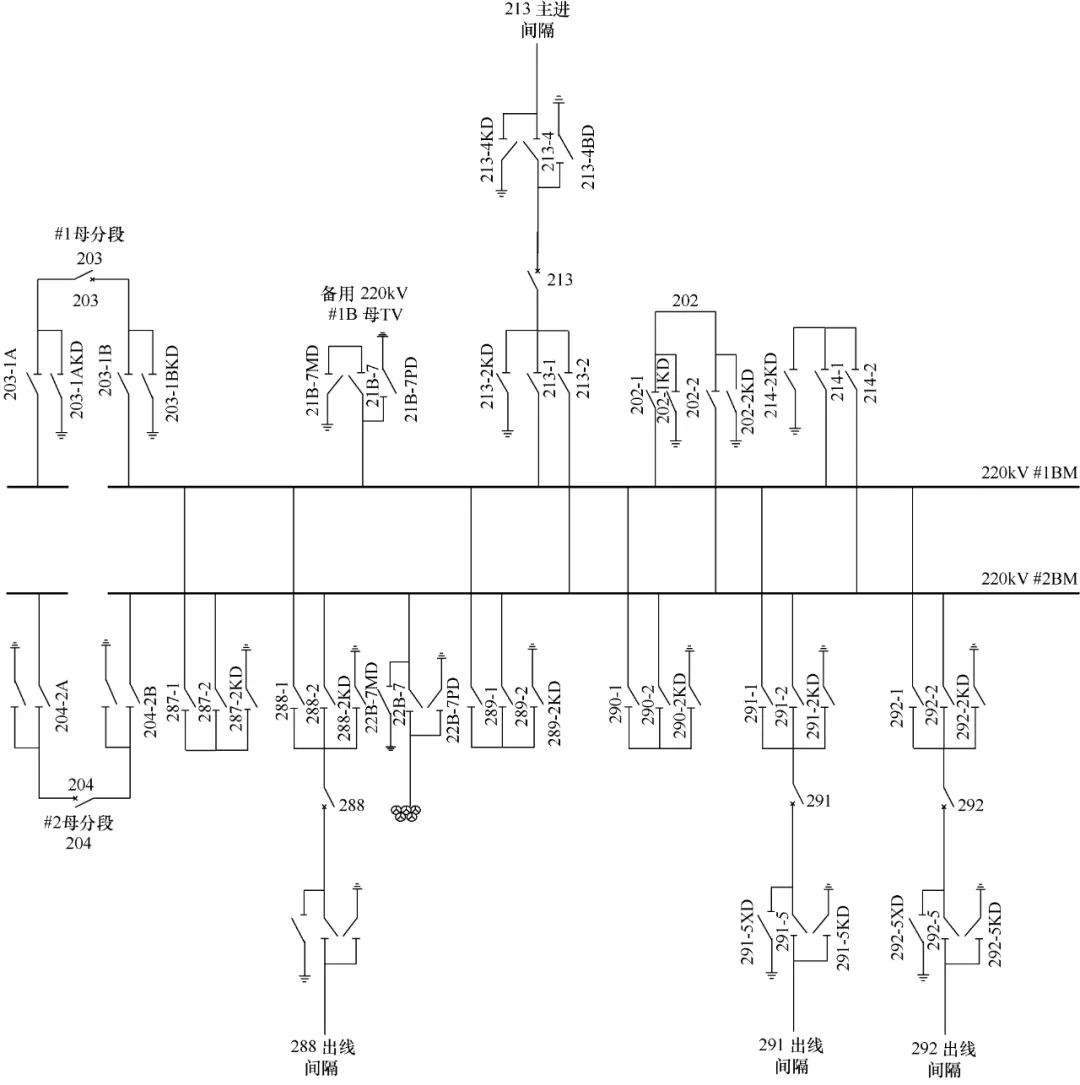
圖1 電氣一次主接線圖(部分)
1.2 故障經過
4月2日17:10,220kV #2母線故障,220kV母線差動保護動作,201、212、288開關跳閘。4月26日—29日,對故障的220kV #2母線GM62氣室解體檢查,發現291與202間隔之間的過渡母線氣室內部C相支柱絕緣子斷裂,C相導體落于母線筒底部,掉落附近的筒體內部有嚴重的燒蝕痕跡。
1.3 繼電保護動作情況
288開關故障錄波圖如圖2所示。
通過圖2可知,故障首先為B、C相間短路,持續11ms后轉化為A、B、C三相短路故障,在母線發生故障時212開關最大電流有效值為Ia= 11515A、Ib=14666A、Ic=8967A,213開關最大電流有效值為Ia=11403A、Ib=14687A、Ic=8912A,288開關最大電流有效值為Ia=17178A、Ib=20975A、Ic=15933A,291開關最大電流有效值為Ia=7102A、Ib= 7175A、Ic=6955A。母線故障后56ms切除故障,保護裝置動作記錄情況見表1。
圖2 288開關故障錄波圖

表1 保護裝置動作記錄情況
跳閘后,立即對故障的220kV #2母線相關設備進行檢查,未發現異常情況,通過檢查保護裝置及動作信息確定本次兩套保護裝置均正確動作,判斷220kV #2母線B、C相間故障,排除誤動可能;對220kV #2母線相關設備外觀檢查無異常,懷疑母線氣室內部故障。
2 現場檢查及分析
對220kV #2母線、2號主進212間隔、出線288間隔氣室進行微水及氣體組分測試,結果見表2,GM62氣室中SO2特征氣體組分含量為160◆L/L,遠高于標準≤1◆L/L的要求,且相鄰氣室檢測結果均為0,可判斷220kV #2母線最右側氣室GM62內部發生放電。
表2 #2母線SF6氣體微水、組分測試結果
3 解體檢查試驗情況
3.1 #2母線GM62氣室解體檢查
1)291與202間隔之間的過渡母線氣室內部C相支柱絕緣子斷裂,C相導體落于母線筒底部,掉落附近的筒體內部有嚴重的燒蝕痕跡(如圖3、圖4所示)。
圖3 C相支柱絕緣子斷裂

圖4 斷裂后的支柱絕緣子
2)B相(筒體最下部)支柱絕緣子沿面對筒體放電(如圖5所示),A相支柱絕緣子無異常。

圖5 B相支柱絕緣子放電痕跡
3)GM62和GM52氣室之間的盆式絕緣子無異常,如圖6所示,GM62氣室也未發現其他可能引起內部故障的異常情況。
4)母線筒內壁與導體均有3處明顯放電痕跡,分別如圖7、圖8所示。
母線筒內壁的3處明顯放電痕跡,分別對應于母線導體上的3處放電位置。通過檢查母線導體、支柱絕緣子和母線筒的放電痕跡,判斷位置1為C相支柱絕緣子斷裂后過渡導體對母線筒體放電(有2個放電點),位置2為B、C相母線導體間及B相沿支柱絕緣子直接對地放電,位置3為A、B、C相母線導體間放電。
圖6 GM62和GM52間盆式絕緣子
圖7 GM62氣室母線筒內壁上的放電位置
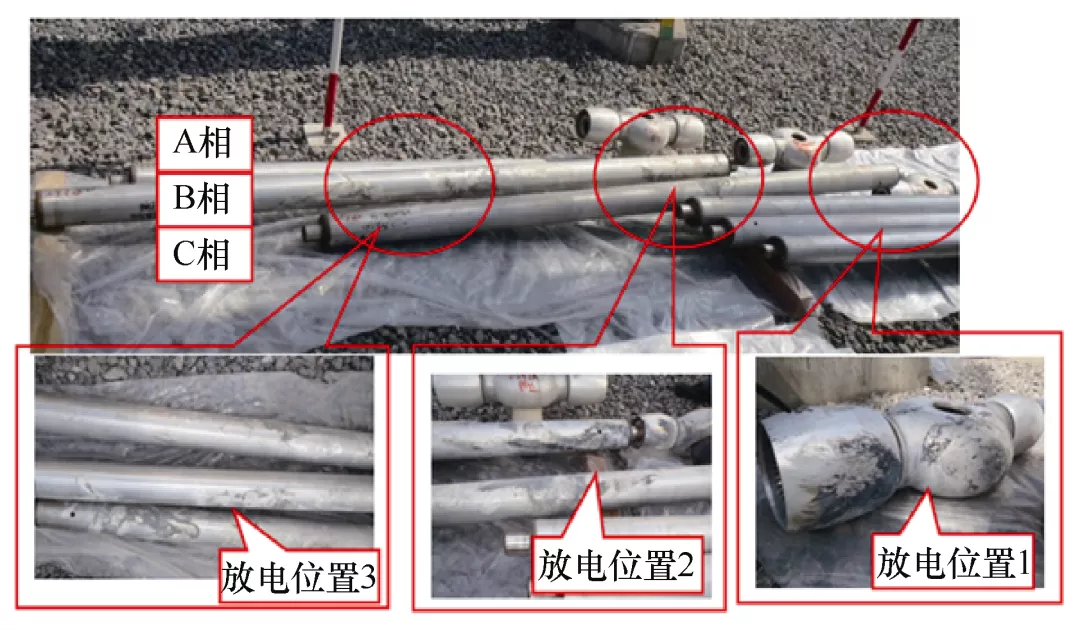
圖8 母線導體上的放電位置
3.2 支柱絕緣子檢查
對故障的GM62氣室6只支柱絕緣子進行了外觀檢查、X射線探傷檢測,均無異常;對完好的絕緣子進行工頻耐壓和局放試驗,結果均合格;選取1支完好絕緣子進行抗彎曲試驗,力矩達到5386N?m,滿足不小于4900N?m的要求。
追溯損壞的支柱絕緣子澆筑工藝流程記錄,發現澆注工未及時將脫模產品放入烘箱進行二次固化,造成后固化時間縮短,不滿足澆筑固化過程中溫度保持127℃,時長16h工藝要求。
環氧樹脂澆筑工藝是保證支柱絕緣子性能的關鍵,固化時間不足可導致環氧樹脂分子交鏈不充分、不均勻,從而使機械強度降低。固化時一爐共制作支柱絕緣子3只,進一步排查該爐剩余的2只支柱絕緣子,X射線檢測未發現異常,但局放試驗均不合格,達到120pC以上,被判廢處理。
檢查斷裂的支柱絕緣子金屬底板與筒體螺栓連接部位,4條螺栓中有2條受力不均痕跡明顯(如圖9所示),說明在廠內安裝及運行過程中受力不均,導體-支柱絕緣子-金屬底板-母線筒體連接部位存在明顯受力,并在運行中的電動力作用下最終造成絕緣子斷裂。
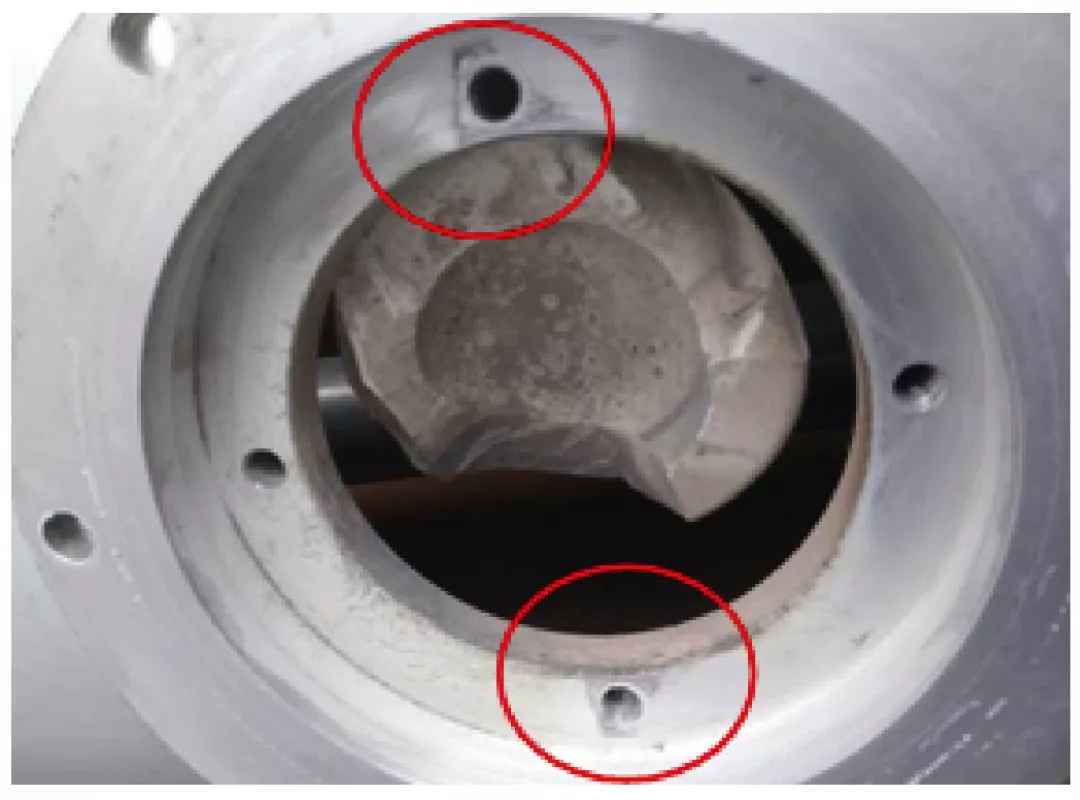
圖9 金屬底板與母線筒體連接部位
3.3 故障原因分析
母線筒體內重組斷裂后的C相導體絕緣子,B、C相導體之間的放電痕跡位置朝向不完全重合,說明發生相間放電時B、C相的導體位置相比原始的安裝位置已發生變化。檢查斷開的支柱絕緣子,在一側斷裂縫附近有放電噴濺痕跡,并沿外表面深入斷裂面內部,但未覆蓋全部斷裂面,說明發生放電時該絕緣子已存在裂縫,但裂縫并不大,因此判斷放電發生在絕緣子斷裂之后。
綜合考慮以上現場檢查結果和解體情況,判斷此次故障主要原因與過程如下:
1)持續時間4ms,B、C相間短路,無零序電流。291和202間隔之間的C相母線導體支柱絕緣子因本身質量缺陷,在多種力量作用下出現斷裂,C相導體因重力作用向B相移位,B、C相導電桿間絕緣距離不足發生短路。
2)4ms至15ms,B、C相短路且對筒體(地電位)放電,零序電流逐漸增大。B、C相間短路發生4ms后,電弧產生的金屬蒸汽造成該氣室內部絕緣下降,離相間短路點最近的(僅20cm)B相支柱絕緣子發生沿面放電。
該支柱絕緣子在母線筒下部,絕緣子閃絡面正好面向B、C相間短路點,受金屬蒸汽影響較大,導致絕緣子表面形成貫穿性的對母線筒體放電通道。另外,在金屬蒸汽作用下,C相導體直接對母線筒放電。
3)15ms至56ms,發展為三相短路,56ms后跳開三相開關。隨著氣室內部絕緣持續下降,A、B、C三相之間逐漸形成穩定的放電,并最終形成三相短路。從現場放電痕跡看,A相主要通過導電桿對B相放電,B相通過導電桿與A相、C相間形成放電,最終發展為三相短路,C相導體完全跌落于母線筒右側底部。
4 結論
1)220kV #2母線支柱絕緣子未嚴格執行澆筑工藝要求,造成機械強度降低,在運行中的電動力等多種電磁、機械振動力量作用下出現斷裂,產生位移,致使絕緣距離不足產生放電是此次事故的根本原因。
2)此次事故檢修中須更換220kV #1、#2母線全部支柱絕緣子,并根據現場檢查情況更換金屬底板,更換后測量導體與筒壁之間的距離,檢查導體安裝情況,確保導體-絕緣子-金屬底板-筒壁之間的連接無受力情況。
3)基建工程施工過程中,要求廠家加強GIS母線對接、內部安裝環節的管理,提高安裝質量。
4)生產廠家需進一步加強產品制造質量管控,特別是對小型絕緣件按照要求進行全部絕緣試驗,保證產品出廠質量。



電廠關鍵技術研究及其應用”專題征稿通知.jpg)















